중문체
중문체볼 베어링은 회전 마찰을 줄이고 축 방향 및 방사형 하중을 지지하기 위해 다양한 용도로 사용됩니다. 베어링에는 두 개의 레이스 내부에 볼이 포함되어 있습니다. 그 중 하나는 고정되어 있고 다른 하나는 회전 어셈블리(샤프트 또는 허브)에 부착되어 있습니다. 볼은 하중을 전달하는 레이스에서 회전합니다. 고정 부품과 회전 부품 사이의 마찰은 베어링 내부 형상의 정밀도로 인해 최소화됩니다. 저마찰에 기여하는 다른 요인에는 하중과 회전 속도가 포함됩니다.
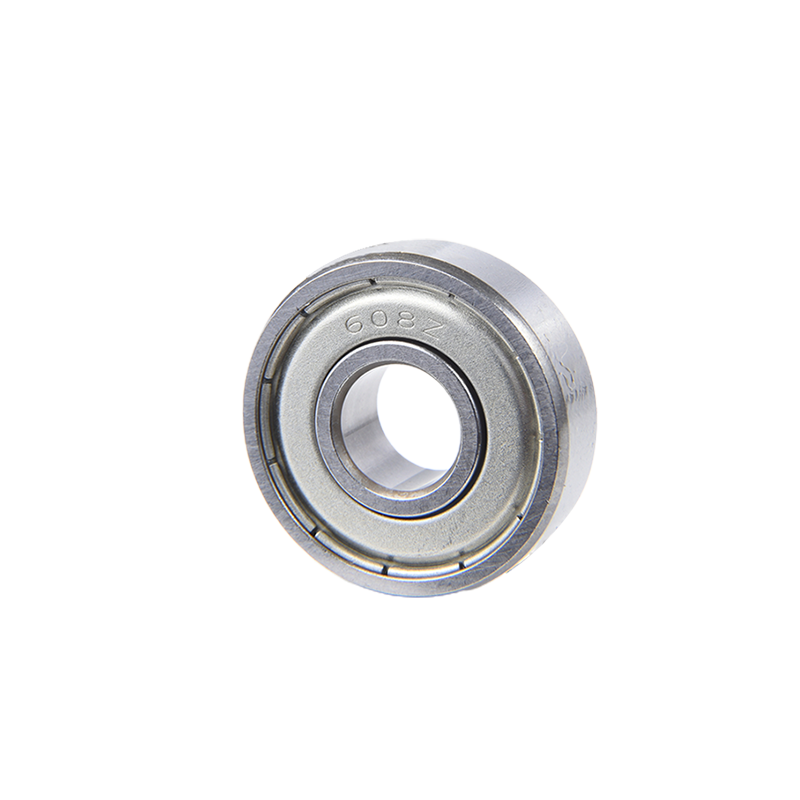
각기 다른 특성을 가진 여러 유형의 볼 베어링이 있습니다. 가장 일반적인 유형은 깊은 홈 베어링입니다. 실드 또는 스냅 링 배열로 제공되며 포함된 볼 치수와 거의 일치하는 레이스웨이가 특징입니다. 깊은 홈 베어링은 무거운 하중을 지탱할 수 있으며 방사형 및 축 방향 지원을 모두 제공합니다.
올바른 볼 베어링을 선택할 때 성능에 영향을 미치는 모든 변수를 고려하는 것이 중요합니다. 특히 베어링의 크기가 중요합니다. 크기가 작은 베어링은 조기 베어링 고장을 초래할 수 있습니다. 또한 윤활유의 종류도 신중하게 선택해야 합니다. 또한 부식제와 표유 전류의 존재가 중요한 요소입니다.
볼 베어링은 플라스틱, 금속 및 세라믹 재질로 제공됩니다. 플라스틱 볼 베어링은 세라믹 및 강철 볼 베어링에 비해 많은 이점을 제공하는 비교적 새로운 기술입니다. 플라스틱 볼 베어링에는 플라스틱 케이지와 완전 플라스틱 레이스가 있습니다. 일반적으로 플라스틱 볼 베어링에는 세 가지 유형의 볼이 있습니다. 선택하는 유형은 베어링을 사용할 환경에 따라 다릅니다.
볼 베어링은 마찰과 동력 손실을 최소화하도록 설계되었습니다. 볼 베어링의 개념은 레오나르도 다빈치 시대로 거슬러 올라가지만 디자인의 기술은 매우 정교합니다. 이 기사에서는 볼 베어링의 주요 특성과 애플리케이션 성능에 미치는 영향에 대해 설명합니다. 그것은 많은 응용 프로그램이 있는 매우 다재다능한 장치입니다.
내마모성이 높을 뿐만 아니라 내화학성이 높은 재료로 만들어졌습니다. 볼 베어링에 사용되는 유리 볼은 소다 석회 유리로 만들어집니다. 소다석회 유리는 병, 유리잔, 판유리뿐만 아니라 볼베어링 소재로도 사용되는 소재입니다. 소다석회 유리는 우수한 화학적 성질을 가지고 있어 볼베어링에 적합한 소재입니다. 이 소재는 연한 녹색 때문에 일반적으로 "레몬 유리"라고도 합니다.
가공 후 두 주철 디스크의 두 면 사이에 볼을 넣습니다. 이것이 볼베어링을 만드는 과정입니다. 공은 디스크의 홈에 있습니다. 이 과정에서 볼에서 플래시를 떼어낼 수 있습니다. 프로세스의 다음 단계는 래핑 프로세스입니다. 이 공정은 8시간에서 10시간이 소요되며 결과적으로 매우 부드러운 강철이 생성됩니다.